








【 特 長 】
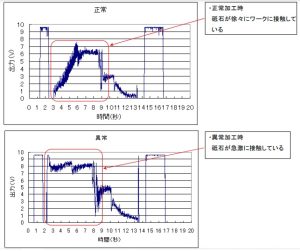
- 砥石とワーク(工作物)、砥石とドレッサとのタッチ(接触)した際の信号を波形モニター画面上で確認することができます。
- 精密かつ早期に接触開始時点を検出することにより加工能率・寸法管理・砥石や工作物の保護などの点が解消できます。
- AE(アコースティックエミッション)検出方式により、応答性が抜群に速いです。
- 接近検出設定は前面パネルのボリューム1つでできます。
- 特殊な超音波成分信号を処理する為、機械の振動、騒音などの影響を受けません。
- センサコードの断線検出機能付です。
- センサコードはクーラント液による硬化防止しています。
- 既存の機械にも簡単に取り付け出来、取扱いは系統的に簡単です。
【 仕 様 】
| 検出方式 | AE(アコースティック・エミッション)方式 |
| 表示 | AE波形リアルタイム表示(液晶モニター) |
| 処理応答性 | 0.2ms(オープンコレクタ出力) |
| 使用温度範囲 | -10℃~+50℃ |
| 電源 | AC100V±10%以内 |
| 本体寸法 | 145(W)×110(H)×185(D)mm *突起部等を除く |
| センサ寸法 | 20Φ(径)×33(H)mm 型式:M-1WZAU |
| センサ断線機能付 |
【 応用例 】
- ギャップエリミネータとして使用し、タクトを短くし、能率化を図ります。
- ドレッサに取り付け、ドレスと砥石のタッチを検知し、ドレス量をできるだけ少なくして、砥石の寿命化をはかります。
- 砥石の磨耗修正用センサとして、また砥石の直径管理センサとして利用できます。
- CNC盤で、砥石の原点検知として使えます。
- 研削異常の検知用として使えます。
- 砥石の衝突防止用に使えます。
 |
 |
 |
|
| 平面・円筒研削盤の 砥石タッチ検出 |
砥石磨耗量 砥石直径寸法管理 |
成形砥石修正装置 |
●研削加工時における正常加工、異常加工 AE信号アナログ出力波形データ例