







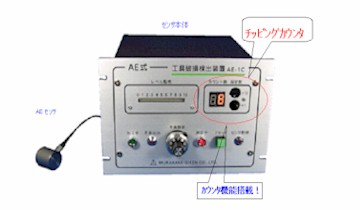
【 AEセンサによる工具破損検出装置 】
AEとはAcoustic Emissionの頭文字をとったもので、物理的意味は固体(工具など)の変形及び破損に伴って開放される音響放射エネルギーです。その周波数は数kHz~数MHzまで広範に分布発生します。本装置は350kHz以上の高い周波数分析及び波形処理をして検出信号としています。機械の振動の影響は受けることなく高信頼性があります。
【 特 長 】
- 比較的小さなチッピングや剥離等による小さな検出信号は1回では工具の大きなダメージにはならないので、刃物の完全なダメージになるまでの回数(0~99の範囲)を設定して検知するようになっています。
- カウンタ設定は前面パネルのツマミを回すことによって回数(0~99の範囲)を自由に設定することができます。
- 工具に完全なダメージを与えるような大きな信号が1回でも発生した際には、小さな信号の設定カウント数に関係なく検知して工具の破損を知らせる信号を出力します。
→小さな信号と大きな信号を検知する2段コンパレータ方式です。
【 仕 様 】
| 検出方式 | AE(アコ-スティック・エミッション)方式 |
| 検出範囲 | 0.005~50mm2(工具破損面積) *条件等による |
| 検出分解能 | 1μm2(工具破損面積) *条件等による |
| 検出信号応答性 | 0.2ms(リレー出力10ms以内) |
| 判定出力 | リレー(保持) |
| 周囲温度 | -10℃~+50℃ |
| 電源 | AC100V±10%以内 |
| 本体寸法 | 145(W)×110(H)×169(D) *突起部等を除く |
【 用 途 】
- 断続切削加工時における工具破損(チッピング)検出→カウント検知
- 旋削加工時におけるチッピング検出→カウント検知
- 転造盤におけるダイス欠け検出→カウント検知




